
Центр продуктов


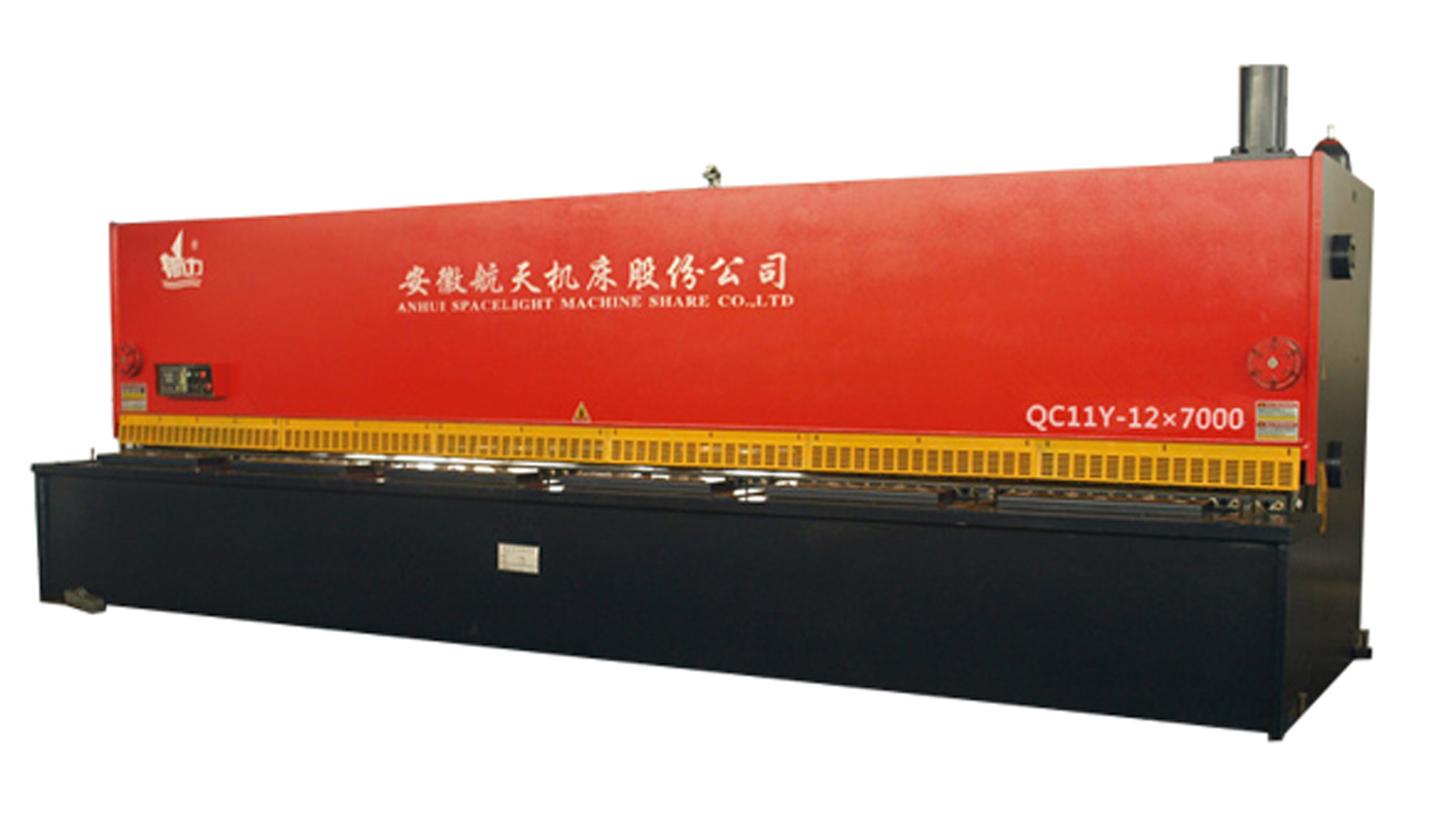






Полностью гидравлический трехвалковый намоточный станок с изменяемой геометрией типа W11SY
Трехвалковая листогибочная машина W11SY, разработанная, изготовленная и продаваемая компанией Aerospace, обеспечивает производительность, эквивалентную производительности более дорогих четырехвалковых листогибочных машин, что делает ее идеальной для средне-тяжелых режимов обработки.
Описание
маркер
использовать:
Полностью гидравлический трехвалковый намоточный станок с изменяемой геометрией типа W11SY
Полностью гидравлический трехвалковый листогибочный станок W11SY с изменяемой геометрией
Трехвалковая листогибочная машина W11SY, разработанная, изготовленная и продаваемая компанией Aerospace, обеспечивает производительность, эквивалентную производительности более дорогих четырехвалковых листогибочных машин, что делает ее идеальной для средне-тяжелых режимов обработки. Модель трехвалкового листогибочного станка серии W11SY отличается очень быстрой и безопасной предварительной гибкой, при этом лист не наклоняется и всегда параллелен земле. Таким образом, можно использовать вместе погрузочную платформу с автоматическим центрирующим устройством.

Полный привод с тремя роликами, точная предварительная гибка

Тишина сияет вместе, движение и неподвижность свободны.

Инновационный двойной привод главного двигателя

Интеллектуальный подъем и автоматическое выравнивание

Благодаря специальной конфигурации трехвалковый листогибочный станок W11SY имеет трехвалковый полный привод: верхний валок приводится в движение гидравлическим двигателем через планетарный редуктор, а нижний валок приводится в движение гидравлическим двигателем через планетарный редуктор. планетарный редуктор и коробка передач. Перемещение подъема контролируется компьютерным гидроцилиндром. Все трехвалковые листогибочные станки серии W11SY оснащены системой EPS для электронного синхронного управления рабочими валками с допуском параллельности ±0,2 мм, обеспечивающим стабилизацию рабочих валков. не будет подвергаться механическому износу или гидравлическому давлению с течением времени. Горизонтальное положение двух нижних роликов регулируется индивидуально, горизонтальное перемещение осуществляется с помощью гидравлического привода, а расстояние между центрами регулируется, хвостовая часть верхнего ролика оснащена балансировочным механизмом для облегчения разгрузки прокатываемой заготовки и цилиндра.
Устройство верхнего ролика:
Один конец верхнего ролика соединен с седлом подшипника трансмиссии и правым главным цилиндром через штифт, а другой конец находится в состоянии сброса перевернутой рамы.
Подходит к отверстию подшипника опрокидывающейся рамы. Подъемное движение верхнего ролика приводится в движение масляными цилиндрами на обоих концах, рабочее давление масляного цилиндра составляет 25 МПа.
На обоих концах верхнего ролика используются двухрядные сферические роликоподшипники, а подъем и опускание верхнего ролика синхронно контролируются компьютером. Верхний ролик наклонен и установлен сбоку.
Для защиты подшипника разгрузочный цилиндр взаимодействует с втулкой подшипника, когда разгрузочная рама находится в состоянии сброса, и поверхность втулки подшипника обрабатывается. Верхний роликовый хвостовик
Верхняя часть соединена с гидравлическим балансировочным устройством для облегчения выгрузки раскатанных заготовок. Верхний ролик имеет форму барабана и спроектирован так, чтобы быть самым большим
Коэффициент нагрузки приложенной силы составляет 0,7, а равномерная нагрузка используется для предварительной настройки формы барабана, чтобы компенсировать силовую деформацию и прогиб верхнего ролика.

вращательный изгиб
идеальная дуга

Регулировка уровня
Цельный молдинг

Эффективная мощность
Энергосбережение и защита окружающей среды

Нижний ролик и устройство горизонтального перемещения:
В основном состоит из нижнего ролика, горизонтального движущегося цилиндра, нижнего седла роликового подшипника, вертикальной направляющей, горизонтальной направляющей и сферического ролика.
Подшипники и т.д. Нижний ролик установлен на седле нижнего роликоподшипника и использует сферические роликоподшипники на обоих концах. Нижнее гнездо роликового подшипника
Он поддерживается направляющими рельсами стойки. Нижняя поверхность гнезда подшипника оснащена медной направляющей пластиной, которая может скользить вбок по левой и правой стойке.
Ключевое руководство. Оба конца гнезда подшипника соединены с горизонтальным подвижным цилиндром для достижения горизонтального перемещения и получения предварительно изогнутой головки пластины.
Цель. Горизонтальное перемещение нижнего ролика осуществляется с помощью гидравлического привода. Гидравлический цилиндр приводит в движение нижний ролик влево и вправо вдоль направляющей рамы.
Два нижних ролика можно регулировать отдельно, чтобы отрегулировать межосевое расстояние нижних роликов. Листогибочный станок может
Это может улучшить условия скольжения листа, тем самым позволяя прокатывать более тонкие стальные листы или улучшать прокатку цилиндров большого диаметра.
Точность. Листопрокатный станок может прокатывать более толстые стальные листы с большим межосевым расстоянием.

Верхний и нижний цилиндры
Простая установка

Нижний цилиндр
Бесштоковое сжатие

Встроенный масляный цилиндр.
Изолировать окисление

Причины выбрать аэрокосмическую отрасль!
преимущество:
1.Основная конструкция использует итальянские технологии; в настоящее время эта конструкция является наиболее эффективной системой прокатных листов для ветряных электростанций.
2.Привод выполнен по швейцарской технологии, трехроликовый полный привод.
3.Устройство привода верхнего ролика (гидравлический двигатель и планетарный редуктор) напрямую соединено с верхним роликом. По сравнению с «слиянием полного привода» оно более эффективно и не приводит к повреждению отдельной шестерни из-за эксцентриковой нагрузки или перегрузки.
4.Устройство привода нижнего ролика (гидравлический двигатель и планетарный редуктор) напрямую соединено с плавающим приводом нижнего ролика (по швейцарской технологии), что более эффективно и облегчает отладку и техническое обслуживание.
5.Опрокидывающаяся боковая рама представляет собой цельную конструкцию (у других отечественных производителей используются три детали, соединенные болтами, имеющими плохую устойчивость к изгибу).
6.Принять технологию переменных геометрических параметров. Центральное расстояние нижнего ролика является переменным, что позволяет адаптировать его к широкому диапазону прокатки от тонких до толстых листов. При прокатке больших диаметров он имеет более высокую точность прокатки и более высокую точность, чем листопрокатные машины с наклонной регулировкой вниз и фиксированным межосевым расстоянием. Производительность листопрокатных машин.
Полный набор вспомогательных подающих устройств является дополнительным оборудованием для прокатки листов, которое может значительно повысить эффективность прокатки листов и может управляться одним человеком.

связаться с нами
Сопутствующие популярные продукты

Верхний вал универсальный трехвалковый листопрокатный станок типа W11SNC
Универсальная трехвалковая листогибочная машина с верхними валками W11SNC, разработанная, изготовленная и продаваемая компанией Aerospace, может обеспечить гибку листов толщиной 10–100 мм. Он использует управление ПЛК и выполняет функции предварительной гибки и прокатки.

Гидравлическая четырехвалковая листопрокатная машина с ЧПУ типа W12H
Верхние и нижние ролики W12 являются основными ведущими роликами. Основная передача состоит из гидравлического двигателя, планетарного редуктора и т. д. Двигатель вращается вперед и назад, обеспечивая движение пластины вперед и назад, что в основном обеспечивает крутящий момент.

Горизонтальный регулируемый вниз трехвалковый листопрокатный станок типа W11S
Мы используем механическую горизонтальную подвижную конструкцию: она состоит из двигателя, редуктора, червячной пары и винтовой пары. Это устройство расположено снаружи станины, что удобно для обслуживания и регулировки.