бомбирование на листогибочном прессе
Гибка металла на листогибочном прессе – распространенный и важный процесс в металлообработке. Он позволяет создавать широкий спектр деталей сложной формы, сохраняя при этом прочность и целостность материала. Данное руководство охватывает основные аспекты бомбирования на листогибочном прессе, включая принципы работы, типы инструментов, методы оптимизации и распространенные проблемы, предоставляя практические советы для достижения высококачественных результатов.
Введение в гибку металла на листогибочном прессе
Гибка металла на листогибочном прессе – это процесс деформации листового металла с использованием специального оборудования и инструментов. Листогибочные прессы позволяют изгибать металл под заданным углом, формируя детали различных конфигураций. Этот метод широко применяется в различных отраслях промышленности, включая машиностроение, автомобилестроение, авиастроение и строительство.
Принцип работы листогибочного пресса
Листогибочный пресс работает путем приложения силы к листовому металлу с помощью пуансона и матрицы. Пуансон – это верхний инструмент, который опускается на металл, а матрица – это нижний инструмент, который поддерживает металл. Когда пуансон опускается, металл деформируется и принимает форму, заданную пуансоном и матрицей. Различные типы пуансонов и матриц позволяют создавать различные формы изгиба.
Типы листогибочных прессов
Существует несколько типов листогибочных прессов, каждый из которых имеет свои особенности и преимущества. Основные типы включают:
- Механические листогибочные прессы: Используют механический привод для создания усилия. Они отличаются высокой скоростью и производительностью, но менее точны, чем гидравлические прессы.
- Гидравлические листогибочные прессы: Используют гидравлический привод для создания усилия. Они более точны и мощные, чем механические прессы, и позволяют контролировать усилие и скорость гибки. Бомбирование на листогибочном прессе чаще всего применяется именно на гидравлических прессах.
- Электрические листогибочные прессы: Используют электрические сервоприводы для управления процессом гибки. Они обеспечивают высокую точность, энергоэффективность и гибкость в настройке параметров гибки.
Инструменты для листогибочного пресса
Выбор правильных инструментов – ключевой фактор для успешной гибки металла. Основными инструментами являются пуансоны и матрицы. Существует огромное разнообразие пуансонов и матриц, предназначенных для различных задач гибки. Важно выбирать инструменты, соответствующие толщине и материалу листового металла, а также требуемой форме изгиба.
Типы пуансонов:
- Прямые пуансоны
- Гусиная шея
- Радиусные пуансоны
Типы матриц:
- V-образные матрицы
- U-образные матрицы
- Матрицы с регулируемой шириной раскрытия
Бомбирование на листогибочном прессе: Что это такое и зачем оно нужно?
Бомбирование на листогибочном прессе – это метод компенсации прогиба станины пресса во время гибки. При приложении усилия к листовому металлу станина пресса может деформироваться, что приводит к неточностям в геометрии изгибаемой детали. Бомбирование позволяет компенсировать этот прогиб, обеспечивая равномерный угол изгиба по всей длине детали.
Существует два основных типа бомбирования на листогибочном прессе:
- Механическое бомбирование: Использует клиновидные прокладки или регулируемые упоры для создания предварительного изгиба станины пресса.
- Гидравлическое бомбирование: Использует гидравлические цилиндры, встроенные в станину пресса, для создания контролируемого усилия, компенсирующего прогиб.
Преимущества использования бомбирования на листогибочном прессе:
- Повышение точности гибки
- Улучшение качества деталей
- Снижение отходов материала
- Увеличение производительности
Методы оптимизации гибки металла на листогибочном прессе
Оптимизация процесса гибки позволяет повысить эффективность производства, снизить затраты и улучшить качество деталей. Вот несколько методов оптимизации:
- Правильный выбор инструмента: Использование инструментов, соответствующих материалу и толщине металла, а также требуемой форме изгиба, позволяет добиться оптимальных результатов.
- Оптимизация параметров гибки: Регулировка усилия, скорости и глубины гибки позволяет минимизировать деформацию металла и улучшить точность.
- Использование программного обеспечения для моделирования гибки: Программное обеспечение позволяет смоделировать процесс гибки и оптимизировать параметры до начала реального производства, что помогает избежать ошибок и снизить затраты.
- Регулярное обслуживание оборудования: Регулярное обслуживание и калибровка листогибочного пресса позволяют поддерживать его в оптимальном состоянии и обеспечивать точность и надежность работы.
- Внедрение системы контроля качества: Внедрение системы контроля качества позволяет выявлять и устранять дефекты на ранних стадиях производства, что снижает отходы материала и улучшает качество конечной продукции.
Распространенные проблемы при гибке металла на листогибочном прессе и способы их решения
При гибке металла на листогибочном прессе могут возникать различные проблемы, такие как:
- Неточность угла изгиба: Может быть вызвана неправильным выбором инструмента, неоптимальными параметрами гибки или износом оборудования. Решение: Проверьте правильность выбора инструмента, оптимизируйте параметры гибки и выполните калибровку оборудования. Убедитесь, что правильно настроено бомбирование на листогибочном прессе.
- Трещины в месте изгиба: Могут быть вызваны слишком большим радиусом изгиба, низким качеством металла или неправильной обработкой кромок. Решение: Уменьшите радиус изгиба, используйте металл более высокого качества и выполните обработку кромок перед гибкой.
- Деформация металла: Может быть вызвана слишком большим усилием гибки или неправильным выбором инструмента. Решение: Уменьшите усилие гибки и используйте инструмент, подходящий для конкретного материала и толщины металла.
- Неравномерность изгиба по длине детали: Это часто связано с недостаточным бомбированием на листогибочном прессе. Решение: Оптимизируйте систему бомбирования, чтобы компенсировать прогиб станины пресса.
Примеры успешного применения бомбирования на листогибочном прессе
Многие компании успешно используют бомбирование на листогибочном прессе для повышения точности и качества гибки металла. Например:
- Производитель корпусов для электроники: Использует гидравлическое бомбирование для обеспечения точной геометрии корпусов и соответствия требованиям заказчиков.
- Производитель деталей для авиационной промышленности: Использует механическое бомбирование для снижения отходов материала и повышения прочности деталей.
Anhui Spaceflight Machine Tool Manufacturing Co., Ltd, расположенная по адресу https://www.ahhtjc.ru/, предлагает широкий ассортимент листогибочных прессов с различными системами бомбирования, которые помогут вам оптимизировать процесс гибки и повысить качество продукции.
Заключение
Гибка металла на листогибочном прессе – это сложный, но важный процесс, который требует знания и опыта. Правильный выбор оборудования, инструментов и методов оптимизации позволяет добиться высококачественных результатов и повысить эффективность производства. Бомбирование на листогибочном прессе играет ключевую роль в обеспечении точности и качества гибки, особенно при работе с длинными деталями. Постоянное совершенствование навыков и внедрение новых технологий позволит вам оставаться конкурентоспособными на рынке металлообработки.
Таблица сравнения типов бомбирования на листогибочном прессе
| Тип бомбирования | Преимущества | Недостатки | Применение |
|---|---|---|---|
| Механическое | Простота конструкции, низкая стоимость | Меньшая точность, ручная настройка | Серийное производство простых деталей |
| Гидравлическое | Высокая точность, автоматическая настройка | Более сложная конструкция, высокая стоимость | Производство сложных деталей, гибкое производство |
Дополнительные ресурсы
- Сайт Anhui Spaceflight Machine Tool Manufacturing Co., Ltd для получения информации о листогибочных прессах.
- Справочники по металлообработке для углубленного изучения теории гибки.
Соответствующая продукция
Соответствующая продукция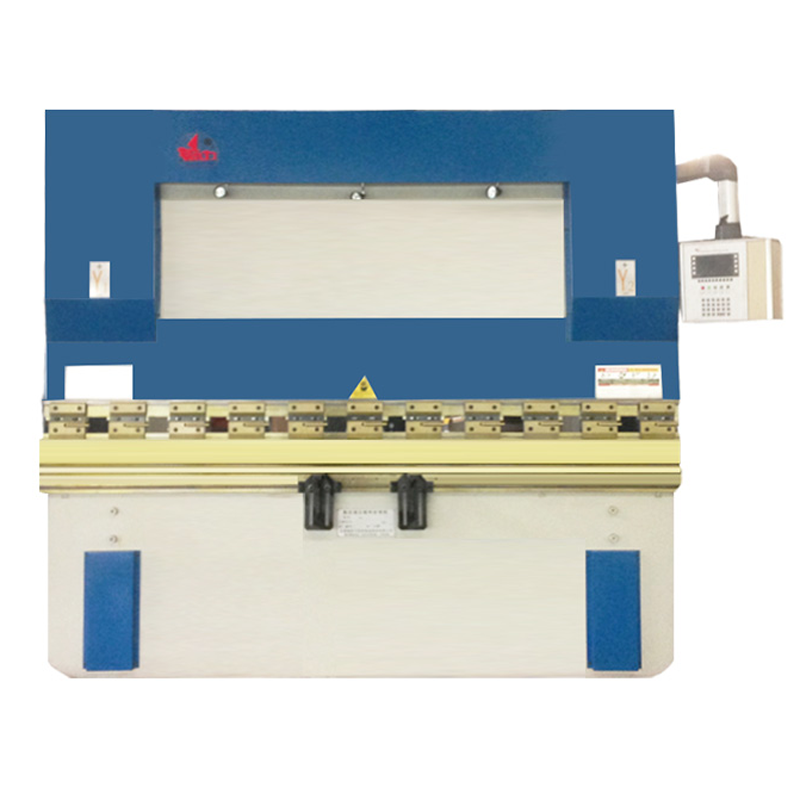





Самые продаваемые продукты
Самые продаваемые продукты-
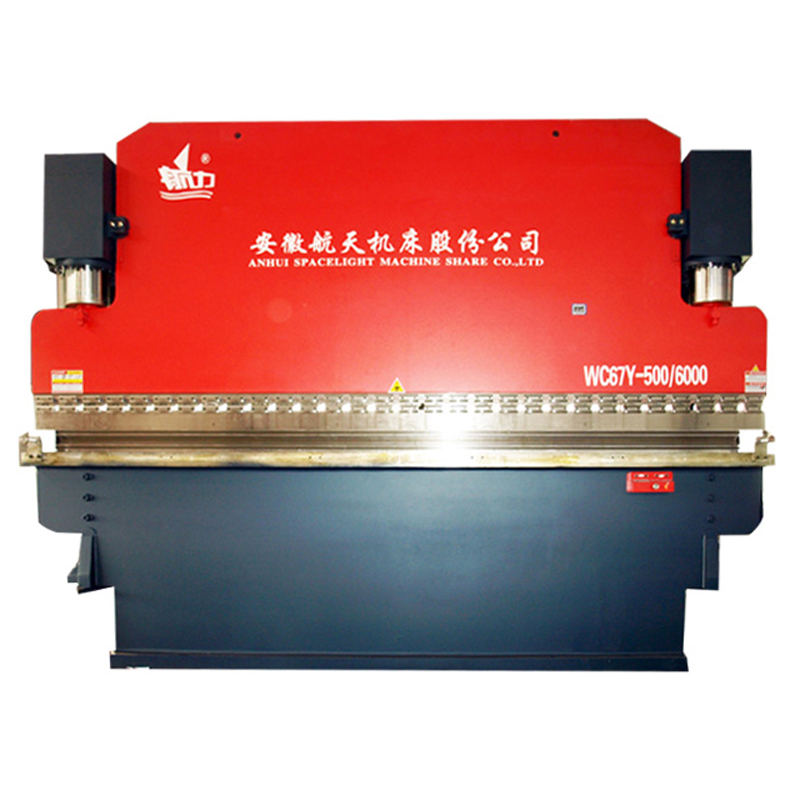 Гидравлический листогибочный станок типа WC67Y
Гидравлический листогибочный станок типа WC67Y -
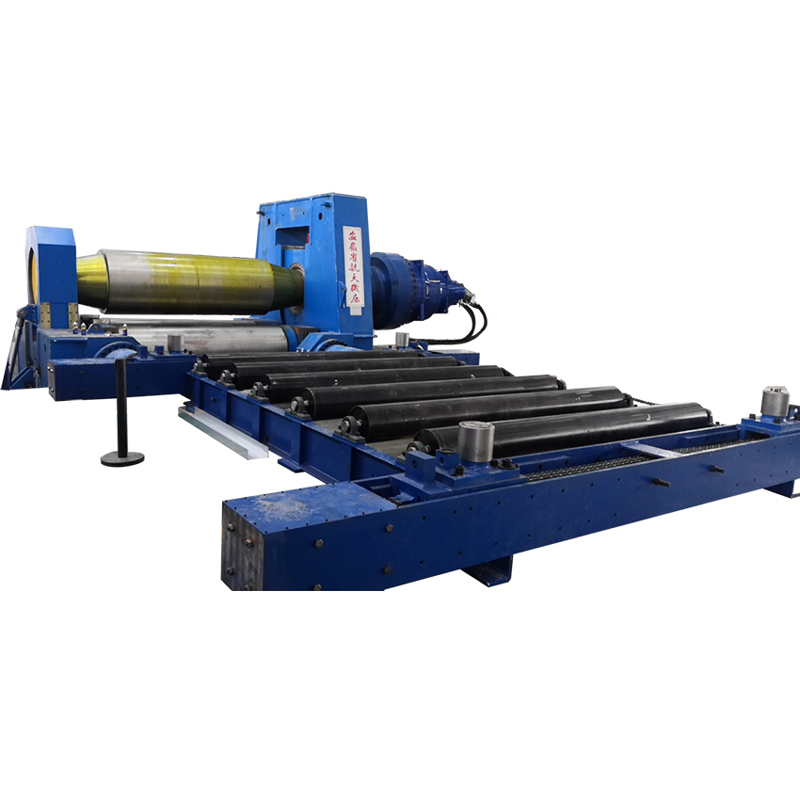 Полностью гидравлический трехвалковый намоточный станок с изменяемой геометрией типа W11SY
Полностью гидравлический трехвалковый намоточный станок с изменяемой геометрией типа W11SY -
 Гидравлическая четырехвалковая листопрокатная машина с ЧПУ типа W12H
Гидравлическая четырехвалковая листопрокатная машина с ЧПУ типа W12H -
 Синхронный гибочный станок с ЧПУ с осью кручения типа WC67K
Синхронный гибочный станок с ЧПУ с осью кручения типа WC67K -
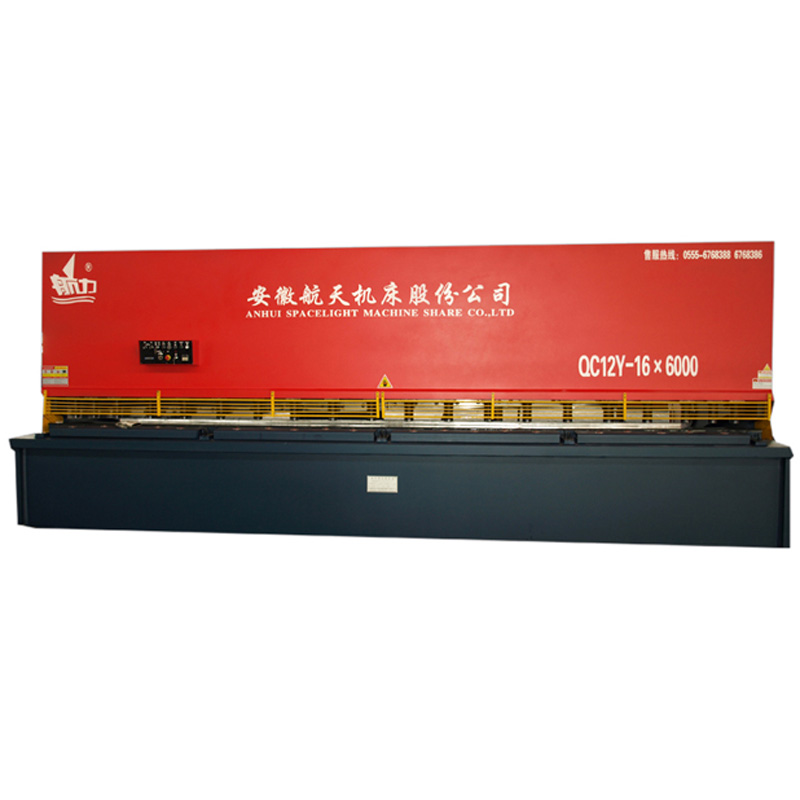 Гидравлические маятниковые ножницы с ЧПУ типа QC12Y
Гидравлические маятниковые ножницы с ЧПУ типа QC12Y -
 Гидравлические маятниковые ножницы с ЧПУ типа QC12K
Гидравлические маятниковые ножницы с ЧПУ типа QC12K -
 Электрогидравлический сервомеханический гибочный станок с ЧПУ типа HT
Электрогидравлический сервомеханический гибочный станок с ЧПУ типа HT -
 Гибочный станок WC67K
Гибочный станок WC67K -
 Гидравлический пресс 5000 тонн
Гидравлический пресс 5000 тонн -
 Режущий станок с гидравлическим тормозом типа QC11Y
Режущий станок с гидравлическим тормозом типа QC11Y -
 WC67Y-320-8000 Гибочный станок
WC67Y-320-8000 Гибочный станок -
 Горизонтальный регулируемый вниз трехвалковый листопрокатный станок типа W11S
Горизонтальный регулируемый вниз трехвалковый листопрокатный станок типа W11S
Связанный поиск
Связанный поиск- документация на пресс листогибочный гидравлический иб1430б
- дешево листогибочного гидравлического пресса wc67y
- дешево листогибочный пресс характеристики
- оптом пресс гидравлический цена
- оптом листогибочные прессы паспорт
- Китай оператор гибочного станка
- известный гидравлические гильотинные ножницы по металлу
- оптом листогибочные прессы с чпу купить
- сертификат Специальная машина для прокатки листов прицепа
- листогибочный пресс чпу видео