OEM бомбирование на листогибочном прессе
OEM бомбирование на листогибочном прессе - это процесс, который позволяет создавать сложные формы и изгибы на листовом металле с высокой точностью и повторяемостью. Данная технология становится все более востребованной в различных отраслях промышленности, от автомобилестроения до производства бытовой техники, благодаря своей эффективности и экономичности. В этой статье мы рассмотрим основные аспекты OEM бомбирования, включая используемое оборудование, параметры процесса и распространенные проблемы, а также предоставим практические советы для достижения оптимальных результатов.
Что такое OEM бомбирование и зачем оно нужно?
OEM бомбирование на листогибочном прессе (или air bending) – это метод гибки листового металла, при котором пуансон вдавливает заготовку в матрицу V-образной формы, не касаясь дна матрицы. Это создает воздушный зазор между заготовкой и матрицей, что и дало название процессу. Ключевое преимущество OEM бомбирования заключается в его универсальности. Один и тот же инструмент можно использовать для гибки металла разной толщины и под разными углами, просто регулируя глубину хода пуансона.
Этот метод позволяет:
- Снизить затраты на инструмент, так как требуется меньше матриц и пуансонов.
- Ускорить процесс гибки за счет быстрой переналадки.
- Гибко реагировать на изменения в производственных планах.
- Производить детали с высокой точностью и повторяемостью.
Оборудование для OEM бомбирования
Листогибочный пресс
Сердцем системы OEM бомбирования является листогибочный пресс. Современные станки оснащены числовым программным управлением (ЧПУ), что обеспечивает высокую точность и автоматизацию процесса. Важные параметры при выборе листогибочного пресса:
- Усилие гибки (тоннаж).
- Длина гибки.
- Расстояние между стойками.
- Глубина зева.
Компания Anhui Spaceflight Machine Tool Manufacturing Co., Ltd предлагает широкий спектр листогибочных прессов, отвечающих самым высоким требованиям к качеству и производительности.
Инструмент (пуансоны и матрицы)
Для OEM бомбирования используются специальные пуансоны и матрицы. Форма пуансона определяет радиус изгиба, а форма матрицы – угол изгиба. Важно правильно подобрать инструмент для конкретной задачи.
Типы пуансонов:
- Стандартные пуансоны (прямые).
- Гусиные шеи (для гибки сложных профилей).
- Специальные пуансоны (для конкретных задач).
Типы матриц:
- V-образные матрицы (наиболее распространенный тип).
- Матрицы с регулируемой шириной V-образного паза.
- Специальные матрицы (для конкретных задач).
При выборе инструмента важно учитывать:
- Материал заготовки.
- Толщину заготовки.
- Требуемый радиус изгиба.
- Требуемый угол изгиба.
Система управления
Современные листогибочные прессы с ЧПУ оснащены сложными системами управления, которые позволяют программировать процесс гибки и контролировать параметры в режиме реального времени. Важные функции системы управления:
- Автоматический расчет траектории движения пуансона.
- Коррекция угла гибки.
- Защита от столкновений.
- Диагностика неисправностей.
Параметры процесса OEM бомбирования
Для достижения оптимальных результатов OEM бомбирования необходимо правильно настроить параметры процесса:
- Глубина хода пуансона: определяет угол гибки.
- Скорость гибки: влияет на качество поверхности изгиба.
- Усилие гибки: необходимо для деформации металла.
- Компенсация упругого восстановления: учитывает пружинение металла после снятия нагрузки.
Важно учитывать, что оптимальные параметры зависят от материала заготовки, толщины заготовки и требуемого угла гибки. Рекомендуется проводить тестовые гибки для определения оптимальных параметров.
Распространенные проблемы и решения
При OEM бомбировании могут возникать различные проблемы, такие как:
- Неточный угол гибки.
- Образование трещин на изгибе.
- Деформация заготовки.
- Нестабильность процесса.
В таблице ниже приведены возможные причины этих проблем и способы их решения:
| Проблема | Возможные причины | Решение |
|---|---|---|
| Неточный угол гибки | Неправильная глубина хода пуансона, упругое восстановление | Отрегулируйте глубину хода, используйте компенсацию упругого восстановления |
| Образование трещин на изгибе | Неподходящий материал, малый радиус изгиба | Используйте более пластичный материал, увеличьте радиус изгиба |
| Деформация заготовки | Слишком большое усилие гибки, неправильная поддержка заготовки | Уменьшите усилие гибки, обеспечьте надежную поддержку заготовки |
| Нестабильность процесса | Износ инструмента, колебания параметров | Замените изношенный инструмент, стабилизируйте параметры |
Советы для достижения оптимальных результатов
Чтобы получить качественные детали при OEM бомбировании, следуйте этим советам:
- Правильно выбирайте инструмент для конкретной задачи.
- Точно настраивайте параметры процесса.
- Регулярно проверяйте и обслуживайте оборудование.
- Используйте качественные материалы.
- Обучайте персонал.
Заключение
OEM бомбирование на листогибочном прессе – это эффективный и универсальный метод гибки листового металла. С правильным оборудованием, инструментами и настройками можно достичь высокой точности и повторяемости. Компания Anhui Spaceflight Machine Tool Manufacturing Co., Ltd предлагает широкий выбор листогибочных прессов и консультации специалистов, чтобы помочь вам освоить этот процесс и повысить эффективность вашего производства.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Механическая горизонтальная регулируемая вниз трехвалковая листопрокатная машина W11S-170×3500
Механическая горизонтальная регулируемая вниз трехвалковая листопрокатная машина W11S-170×3500 -
 Гидравлические тормозные ножницы с ЧПУ типа QC11K
Гидравлические тормозные ножницы с ЧПУ типа QC11K -
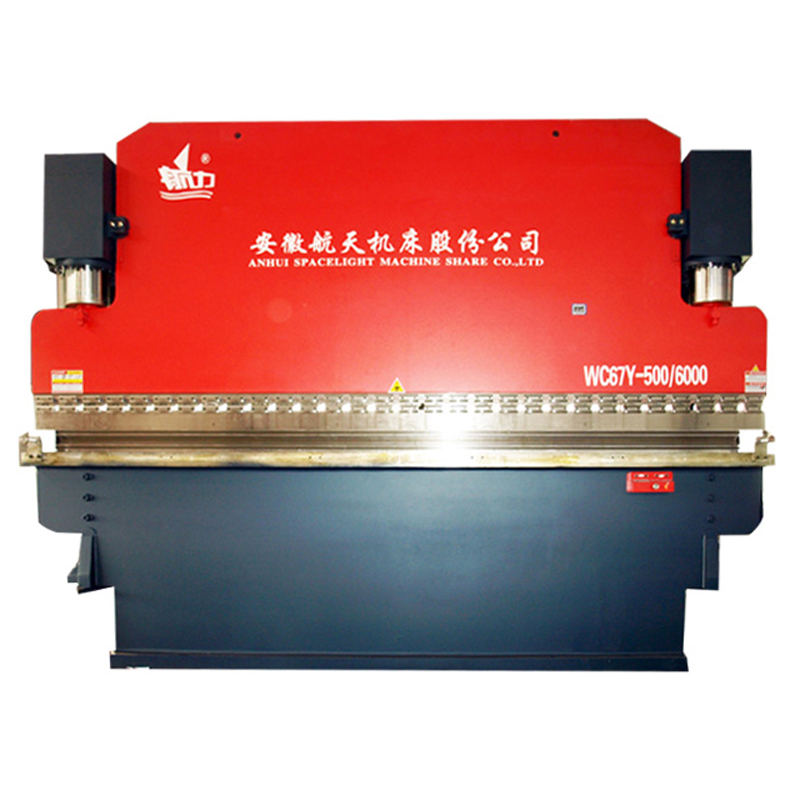 Гидравлический листогибочный станок типа WC67Y
Гидравлический листогибочный станок типа WC67Y -
 Синхронный гибочный станок с ЧПУ с осью кручения типа WC67K
Синхронный гибочный станок с ЧПУ с осью кручения типа WC67K -
 Гидравлический пресс 5000 тонн
Гидравлический пресс 5000 тонн -
 Верхний вал универсальный трехвалковый листопрокатный станок типа W11SNC
Верхний вал универсальный трехвалковый листопрокатный станок типа W11SNC -
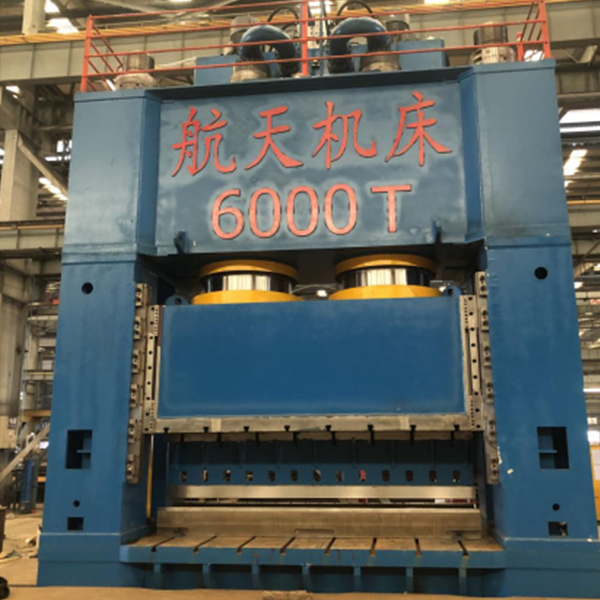 Гидравлический пресс 6000 тонн
Гидравлический пресс 6000 тонн -
 Гидравлический режущий станок с ЧПУ типа HTS
Гидравлический режущий станок с ЧПУ типа HTS -
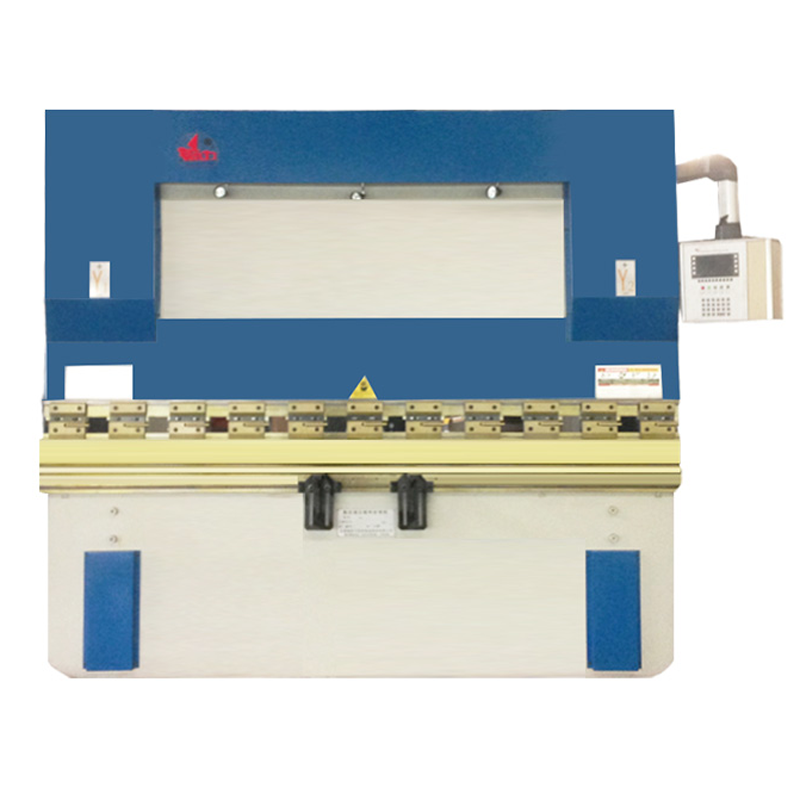
 Гибочный станок WC67K
Гибочный станок WC67K -
 Гибочный станок HT-250-4000
Гибочный станок HT-250-4000 -
 Выравнивающий станок типа W3
Выравнивающий станок типа W3 -
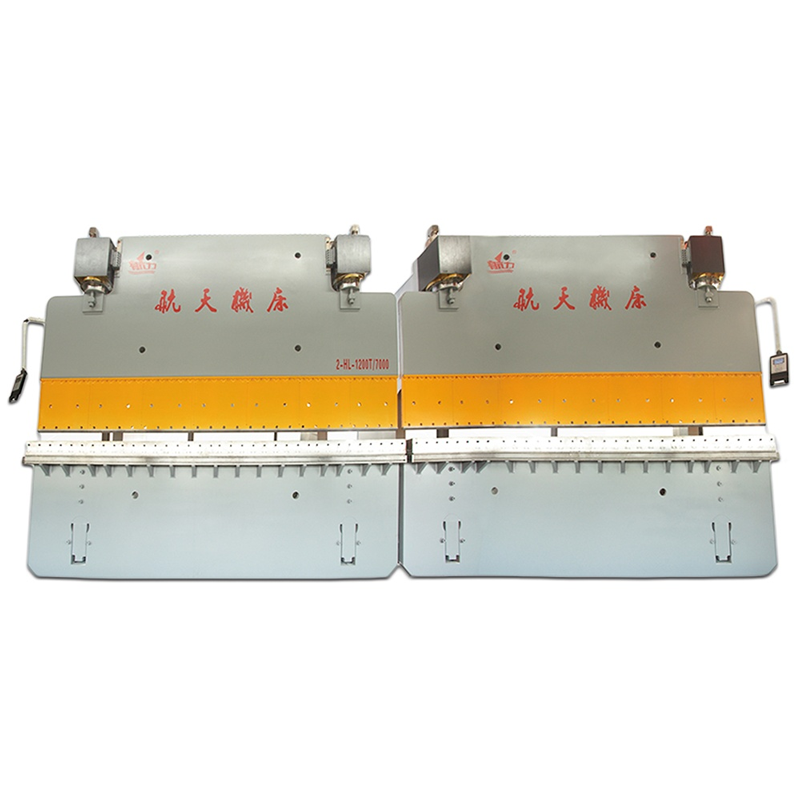 Гибочный станок 2-HL-1200T-7000
Гибочный станок 2-HL-1200T-7000
Связанный поиск
Связанный поиск- самый лучший купить пресс гидравлический ручной
- листогибочный пресс с чпу форум cnc
- сертификат гидравлическая пресса
- оптом купить листогиб
- гидравлический листогибочный пресс kmt
- сертификат Листоправильные вальцы
- дешево гидравлические листогибочные прессы
- высокое ксчество гидравлический гибочный станок
- листогиб гидравлический бу купить
- OEM бомбирование на листогибочном прессе